
設備健康守護者:震動量測完整指南與設備故障診斷解析
震動量測是設備預防維護的重要技術。本文完整解析震動量測原理、三大指標、ISO 10816標準與故障判斷方法,幫助理解設備健康狀態。
一、前言:為什麼震動量測如此重要
在工業設備維護中,震動量測就像是機器的「心跳」與「脈搏」。
當設備運轉正常時,震動應該是穩定且可預期的;當內部零件開始異常,震動狀態就會改變。
白話來說,機器不會說話,但會透過震動表現出它的狀況。
多數設備並不是突然損壞,而是逐漸劣化,而這個過程通常會先反映在震動變化上。
震動量測的價值在於讓我們能夠提早發現問題,而不是等到故障發生才處理。
因此,建立完整的震動量測機制,是實現預知保養(Predictive Maintenance)的關鍵基礎。
二、震動量測原理:聽懂機器的語言
2.1 震動如何產生
在進行震動量測之前,必須先理解:
機器為什麼會震動?
震動的本質,是設備內部零件進行「來回往復運動」的結果。理想狀態下,設備應平穩運轉且無異音,但當內部出現異常時,就會產生不正常的作用力,使機殼產生晃動。
常見原因包括:
· 不平衡(重量分布不均)
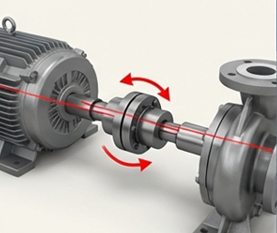
· 不對心(軸心偏移)
· 結構鬆動(固定不良)
· 軸承損壞(內部磨損)
關鍵觀念:震動是結果,不是原因
震動通常不是問題本身,而是設備內部故障所產生的反應。可以把震動想成發燒,它代表身體出了問題,但不是病因本身。
震動的本質:力與抗力的拉鋸戰
震動量測本質上是在觀察:設備內部故障所產生的力量,以及設備本身結構所提供的抗力之間的關係。當內部缺陷產生作用力時,設備結構會嘗試吸收或抵抗這些力量。震動的大小,取決於這兩者之間的平衡。當破壞力增加,或結構剛性不足時,震動量測數值就會明顯上升。
實務比喻
不對心的情況下,轉軸每轉一圈都會產生不均勻的拉扯力,使設備持續晃動。不平衡則像洗衣機脫水時衣物集中在一側,每轉一圈都會產生一次明顯震動。
小結:震動量測在觀察什麼
震動量測實際上是在觀察三件事:
· 設備內部是否存在異常力量
· 這些力量的強度
· 設備結構是否仍能承受
三、震動量測三大指標
在震動量測分析中,三個關鍵參數分別代表不同的物理意義與故障特徵。
3.1 位移(Displacement)—晃動的距離

· 單位:μm (微米)
· 適用:低頻、低轉速設備
位移是用來測量物體移動的距離,也就是設備晃動的幅度有多大。
通常用於低轉速設備,因為轉速較慢時,震動幅度較大,甚至可以用肉眼觀察到。
從工程角度來看,位移是在監測設備是否因為反覆變形而產生「應力破壞」。
例子:折迴紋針
當彎曲幅度越大,金屬越容易產生疲勞斷裂。設備中位移越大,代表零件承受的「拉扯」越嚴重。
3.2 速度(Velocity)—震動的能量
· 單位:mm/s (毫米/秒)
· ISO 10816國際標準依據
速度代表震動的能量,也就是設備在晃動時所帶來的破壞力。可以理解為設備晃動的「強度」,是最常用的評估指標。
它能反映出長期運轉下,機器是否會因為「疲勞」而損壞,適合大多數的中型馬達、泵浦與風機 。
例子:車輛撞擊
如果車子慢慢開去撞牆(速度低),牆壁可能沒事;但如果車子開很快去撞牆(速度高),破壞力就很大。
3.3 加速度(Acceleration)—衝擊的強度
· 單位:g (重力加速度)或m/s2
· 用於軸承與齒輪診斷
加速度用來量測震動變化的快慢,也就是:衝擊的力道有多猛。特別適合用來偵測「高頻」的異常,是判斷軸承損壞(Bearing Fault)與齒輪磨損的最佳指標。
在實務上,當看到加速度數值明顯上升時,往往代表軸承內部已經開始出現損傷,即使整台機器看起來還沒有明顯晃動,問題其實已經發生。
為什麼要看加速度?
加速度抓的是「瞬間衝擊」,而不是整體晃動。
也就是說:位移可能很小/ 速度看起來不高/ 但衝擊非常尖銳。這種「小動作但大衝擊」的情況,只有加速度能有效偵測。
例子:鐵鎚與軸承
當用鐵鎚敲釘子時,鐵鎚在接觸釘子的那一瞬間會急停,產生非常大的衝擊力,這就是加速度。
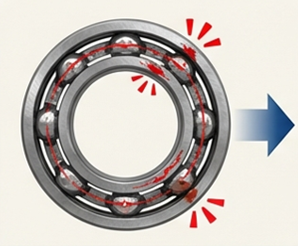
在軸承中,如果鋼珠或滾道出現刮痕或損傷,鋼珠每滾過缺陷時,就會產生「喀、喀、喀」的微小撞擊。這些撞擊具有以下特性:動作很小(位移小)/ 整體晃動不明顯(速度低)/ 但衝擊非常尖銳(加速度高)。因此,如果只看位移或速度,往往無法發現早期問題,必須透過加速度才能提早偵測。
小結:該看哪個指標?
在實務震動量測中,不同指標代表不同的物理意義,也對應不同類型的故障。
可以用以下方式快速理解與選擇:
|
指標 |
關注焦點 |
像是在問機器… |
最適合偵測問題 |
|
位移 |
距離 |
你晃得有多寬? |
地基鬆動、管路變形、低轉速不平衡 |
|
速度 |
能量(最常用) |
你晃得有多快? |
馬達過載、不對心、整體健康度(ISO標準) |
|
加速度 |
衝擊 |
你被打得有多痛? |
軸承磨損、齒輪損壞、潤滑不足 |
四、震動量測方法與感測技術
4.1 感測器選擇
在實務震動量測應用中,加速度感測器(Accelerometer)為主流方案,特別是在高頻診斷需求(如軸承監測)中更顯重要。
以實務應用來看,若需進行早期軸承故障偵測,震動量測設備需具備足夠的高頻量測能力。部分設備(如 G-TECH vPod 系列)即針對高頻診斷需求進行設計,適用於此類應用場景。
4.2 安裝方式對震動量測的影響
|
安裝方式 |
特性 |
建議 |
|
螺絲固定 |
最穩定 |
精密震動量測 |
|
磁吸式 |
高效率 |
巡檢應用 |
|
手持探針 |
誤差較大 |
限低頻使用 |
在實務震動量測中,高頻訊號極易受到安裝方式影響,因此專業設備(如G-TECH vPod系列)多採用磁吸或固定式設計,以確保訊號能穩定傳遞並維持數據可靠性。
五、ISO 10816 標準介紹:震動量測判斷依據
在完成震動量測之後,接下來最關鍵的問題是:
量測到的數值,多少才算正常?多少又代表設備已經出現問題?
為了讓判斷有一致的依據,國際上最通用的標準是 ISO 10816。此標準主要以震動速度的 RMS 值(單位:mm/s)作為評估基準。
為什麼需要分級?不同設備的震動容許範圍並不相同。ISO 10816 會依據機器的「體型大小」和安裝方式(地基剛性)將設備分為不同等級(Class)。
可以用一個簡單原則理解:
機器越大、地基越柔軟,容許的震動量就越大;
機器越小、結構越剛性,震動容許值就越嚴格。
5.1 機器分級(Class)
ISO 10816 會依據設備的尺寸與安裝方式,將機器分為四個等級。
· Class I(小型設備):15kW(20hp)以下的獨立驅動機器。所謂的「獨立驅動」或「耦合機組」,就是指馬達和它帶動的設備(例如小水泵、小風機)是各自獨立或簡單連接的 。這類機器通常體型小,直接鎖在一般平地或簡單機架上,沒有特別做減震。
· Class II(中型設備):15kW ~ 75kW (20~100hp)之間,沒有特殊地基的馬達、或是功率高達 300kW (約400hp),但有安裝在「特殊地基」上的剛性機器,工廠內最常見的中型設備。什麼是「特殊地基」?就是為了承受較大的震動,特別用水泥灌漿加厚、打地樁,或是加裝了專屬減震墊的底座。
· Class III(大型剛性設備):具有大型旋轉組件的大型原動機和其他大型機械,安裝在堅固且沉重的地基上,在震動方向上非常「剛硬」。這是工廠裡的重裝甲部隊。「剛性」的意思是,它的水泥地基超級厚實、超級重,機器在上面轉的時候,地基幾乎不會跟著晃動。因為地基很硬,所以機器本身必須轉得很平穩、容許的震動值比較嚴格。
· Class IV(大型柔性設備):包含輸出功率大於10MW (約 13500hp)的大型渦輪發電機和燃氣輪機,安裝在測量震動方向上相對較「軟」的地基上。這是發電廠等級的巨獸。「柔性」的意思並不是說地基是軟木塞,而是相對於這台機器的巨大重量與震動,它的鋼構地基或支撐架被設計成具有「彈性」,允許地基稍微跟著機器一起晃動來釋放能量。因此,這類機器的容許震動數值是最大的。
5.2 嚴重度分區(Severity Zones)
在確認設備等級後,就可以根據震動速度(mm/s RMS)判斷設備狀態將機器的健康狀態分為四個顏色區塊。以下為ISO 10816-1的規範數值:
- Zone A(優良-Good):全新安裝或剛保養完畢的優良狀態 。
- Zone B(可接受 - Satisfactory):機器有微小磨損,但仍可長期安全運轉。
- Zone C(警報 - Alert / Unsatisfactory):機器出現明顯異常,不適合長期運轉,但可以撐到下次排定的維修日;應密切監控。
- Zone D(危險 - Danger / Unacceptable):震動過大,可能隨時造成零件斷裂或嚴重損壞,應立即停機檢查。
5.3 震動判斷速查表(mm/s RMS)
|
震動狀態 |
Class I (小型) |
Class II (中型) |
Class III (大型剛性) |
Class IV (大型柔性) |
|
優良 (A) |
0.71 以下 |
1.12 以下 |
1.80 以下 |
2.80 以下 |
|
可接受 (B) |
0.71 ~ 1.80 |
1.12 ~ 2.80 |
1.80 ~ 4.50 |
2.80 ~ 7.10 |
|
警示 (C) |
1.80 ~ 4.50 |
2.80 ~ 7.10 |
4.50 ~ 11.20 |
7.10 ~ 18.00 |
|
危險 (D) |
大於 4.50 |
大於 7.10 |
大於 11.20 |
大於 18.00 |
六、市售基礎商品比較與適用場景
針對市面上常見的G-TECH、Fluke與TPI品牌,我們依據功能定位將其分為「篩選點檢型」與「進階診斷型」。
6.1 快速篩選與趨勢管理:
|
機型 |
Fluke 805 |
TPI 9080 |
|
|
定位 |
震動烈度點檢儀 (Screening) |
智慧型趨勢儀 (Trending) |
基礎微電腦震動計 (Basic) |
|
核心特色 |
Crest Factor+ (CF+): 獨家演算法,解決傳統波峰因數無法線性反映軸承損壞的問題。 |
BDU (軸承損壞單元): 專為軸承監測設計的簡易指標。 |
精密量測: 顯示位移可達 0.1 μm,適合精密機械業者。 |
|
軸承檢測 |
CF+ (1~16等級) |
BDU 讀值 |
內建 500Hz 高通濾波器 |
|
適用場景 |
快速判斷 Go/No-Go,需要標準化作業流程的工廠。 |
需要大量佈點、預算有限且重視長期趨勢管理的場域。 |
現場快速單點量測,強調數值精準度與性價比。 |
6.2 進階分析與診斷:
|
機型 |
Fluke 810 |
|
|
定位 |
自動診斷專家系統 (Diagnostic) |
智慧型資料蒐集/頻譜分析儀 (Analyzer) |
|
核心特色 |
專家診斷引擎:直接告訴你是「不平衡」、「不對心」還是「鬆動」,並給出嚴重度與維修建議。 |
True Peak (實際峰值): 特別針對早期的軸承損壞檢測優化,比一般RMS更能抓到軸承敲擊訊號 。 |
|
功能亮點 |
內建雷射轉速計、三軸加速規(效率高)。 |
支援路徑巡檢、頻譜分析(FFT)、內建照相機記錄現場。 |
|
適用場景 |
預算充足,需要立即得知故障原因但缺乏資深震動專家的團隊。 |
需要深入分析頻譜、執行例行巡檢路徑,且追求高C/P值的專業團隊。 |
七、常見故障與震動量測手法
當震動量測數值超出標準(例如進入 ISO Zone C 或 Zone D)時,我們只知道設備「出現異常」,但仍無法判斷問題發生在哪個部位。
此時就需要進一步進行「頻率分析」,也就是透過 FFT(頻譜分析)來找出故障來源。
在實務上,這通常需要具備頻譜分析功能的設備,例如:vPod Pro/ TPI 9080/ Fluke 810
為什麼需要頻譜分析?
可以將震動想像成一場合唱。當某個人走音時,整體聽起來會變得混亂,但無法直接判斷是哪個人出了問題。
頻譜分析的作用,就是將聲音拆解成不同頻率,讓我們可以辨識:是在哪一個頻率(對應哪個零件)發生異常。
7.1 四大常見故障特徵
在分析震動時,通常會以設備的轉速(1X RPM)作為基準,觀察問題出現在幾倍轉速的位置。
(1)不平衡(Unbalance)

- 頻譜特徵:震動主要集中在 1 倍轉速(1X RPM)
- 現象:如同洗衣機脫水時衣物集中在同一側。轉軸每轉一圈,那個「重物」就會甩出來甩去,重重地捶打機殼一次。偏重點就會對機殼產生一次作用力。
- 分析重點:如果頻譜圖上,1X 振幅特別高,其他頻率相對較低。常見原因髒污積灰塵,或是配重塊掉了。
(2)不對心(Misalignment)
- 頻譜特徵:常出現在 1X、2X、3X 轉速,尤其是2X (2倍頻)最明顯。
-
現象:馬達與負載設備軸心未對齊,連接處在每轉一圈時會產生兩次拉扯。就像兩個人牽手但手臂被扭扯。
轉軸每轉一圈,連接器就會互相「折」兩次(上下一次、左右一次),產生2倍速的拉扯力。 - 分析重點:不對心通常會產生很強的「軸向震動」(沿著轉軸方向)。如果量測時發現軸向震動大於徑向(垂直/水平),這台機器絕對需要重新對心。
(3)機械鬆動(Looseness)

- 頻譜特徵:頻譜上出現大量的諧波 (Harmonics) (3X, 4X, 5X...),頻譜看起來很雜亂。
-
現象:當結構鬆動時,運轉中會產生反覆撞擊與間隙振動。
想像你拿一個鐵鎚在鐵桌上敲,因為沒鎖緊,每敲一下就會產生一連串「喀啦喀啦」的連續回音。 - 分析重點:頻譜圖看起來會像一把「梳子」,有很多根間距相同的柱子排排站。趕快去檢查底座或外殼的螺絲!
(4)軸承損壞(Bearing Fault)
- 頻譜特徵:落在非常高的頻率區段,而且常常不是整數倍(非同步),還會伴隨「邊頻 (Side-band)」。
- 現象:軸承內部出現缺陷時,滾動體經過缺陷位置會產生衝擊。軸承的軌道上出現了坑洞,裡面的幾十顆鋼珠每滾過那個坑洞一次,就會「喀」一聲。因為鋼珠很多顆,所以頻率極高。
- 分析重點:軸承剛壞時,整體的低頻震動完全看不出來,必須依賴高頻的「加速度峰值」或特殊技術來抓漏。(如:G-TECH 的「True Peak」或Fluke的「CF+」數值升高)
7.2 快速判斷原則
· 1X 明顯 → 不平衡
· 2X 明顯 → 不對心
· 多倍頻 → 鬆動
· 高頻衝擊 → 軸承問題
八、常見問題(FAQ)
Q1:震動感測器應量測在哪裡?
A: 應量測在軸承座 (Bearing Housing) 上,因為這裡是支撐轉軸受力最大的地方。測點應包含:垂直(V)、水平(H)與軸向(A)三個方向,以全面診斷問題 。
Q2:為什麼軸承要看加速度而不是速度?
A: 速度(RMS)反映的是整體的破壞能量,但軸承早期的損傷(如微小剝落)產生的是短暫、高頻的衝擊波。這些衝擊波在RMS平均下會被稀釋,必須用加速度的峰值(True Peak / Crest Factor) 才能敏銳地捕捉到。
Q3:量測頻率應該怎麼安排?
A: 這取決於設備的重要性。
- 關鍵設備: 建議安裝在線監測或每週/每月巡檢。
- 一般設備: 每月或每季巡檢。
- 重點是建立趨勢(Trending) : 單次的數值高低不如「數值是否在短期內急劇升高」來得重要 。
Q4:震動量測設備選購重點是什麼?
A: 挑選時請務必看懂以下三個決定性的規格差異:
- 高頻分析能力(抓軸承的關鍵):許多便宜的震動計只能測到1000 Hz(只能看ISO標準)。若要提早抓到軸承與齒輪的初期損壞,感測器與儀器的高頻寬段能力必須達10,000Hz甚至更高。
- 專家診斷演算法:請選擇具有「自動診斷引擎」的機種(如:Fluke 810會直接顯示結果:不對心-嚴重),或是具備單一評估指數的機種(如:Fluke的CF+指數、TPI的 BDU數據或G-TECH的True-peak數據),讓第一線人員能快速判斷好壞。
-
感測器的類型(決定數據的真實性):平價機型通常是金屬探針,靠人手用力壓,角度稍微偏掉或力道不同,就會影響數值的準確性。專業的高階機型會透過硬體設計來徹底消除「人為誤差」。選購時請看機台是否具備以下硬體特徵:
-高強度磁吸式底座: 確保感測器能牢牢吸附在機殼上,穩定精準地傳遞來自軸承或齒輪的高頻微弱訊號,避免手震干擾(例如:G-TECH vPod Pro的配置)。-壓力感測與補償設計: 探頭內部具備感測器,結合機身的彩光指示燈(綠色/紅色),主動提醒巡檢員按壓的力道與角度對不對,將人為測量偏差降到最低(例如:Fluke 805的創新探頭設計)。
-三軸加速規設計:測一次同時抓取垂直、水平、軸向三個維度的數據,量測時間比傳統單軸感測器大幅減少2/3(例如:Fluke 810的硬體配置)。
Q5:TPI 9080 的BDU 是什麼?
A: BDU (Bearing Damage Unit) 是 TPI 定義的軸承損壞單位。
- 100 BDU=1g (RMS)的高頻震動。
一般標準:低於50 BDU為良好;超過100 BDU則表示軸承可能已磨損,需密切監控。
九、結論
震動量測的目的,不只是取得數據,而是透過數據理解設備的運轉狀態。
透過位移、速度與加速度三種指標,可以從不同層面觀察設備行為,並結合頻譜分析與標準判讀,進一步找出問題來源。
在實務應用中,應建立持續監測與趨勢分析機制,並搭配適當的量測工具與診斷方法,以提升設備可靠度並降低停機風險。
版權所有,翻印必究
※欲知更多歡迎電洽02-2286-0188或是 email: sales@pdic.com.tw
※更多產品詳情:
機械振動/狀態檢測 G-TECH
機械振動/狀態檢測 BENSTONE